About Us
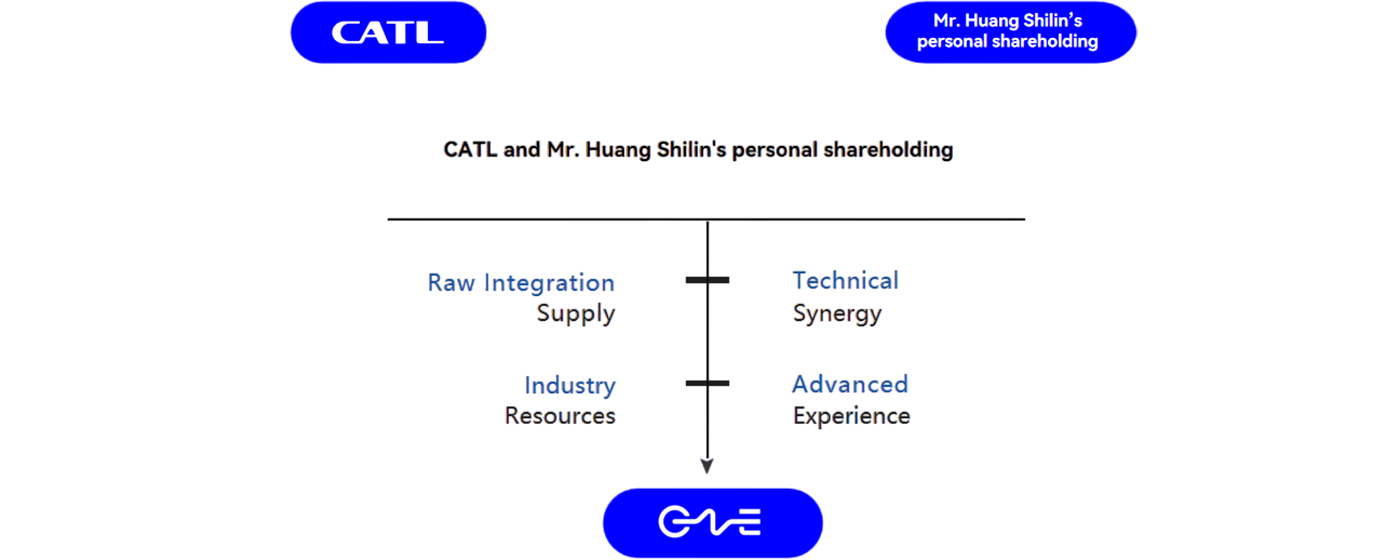
CNTE was invested and founded by CATL in 2019, focusing on full-scenario energy storage system solutions.

Founder & Chairman
Promoting the Freedom of Clean Energy in the world through Technology

One of the founders of CATL, former Vice Chairman and CEO of CATL, now the second largest shareholder of CATL,renowned technological scientist and researcher in the field of energy.
Company Profile
Contemporary Nebula Technology Energy Co., Ltd. (CNTE) was established in 2019. It is a CATL-invested company focused on lithium battery energy storage technology. Its core competitiveness is in the R&D, manufacturing, sales, and service of lithium battery energy storage equipment. It aims to offer professional and comprehensive solutions for power generation, power grid, and user side customers.

R&D Experts
Total Patent Applications
Total Production Capacity
Plant Area
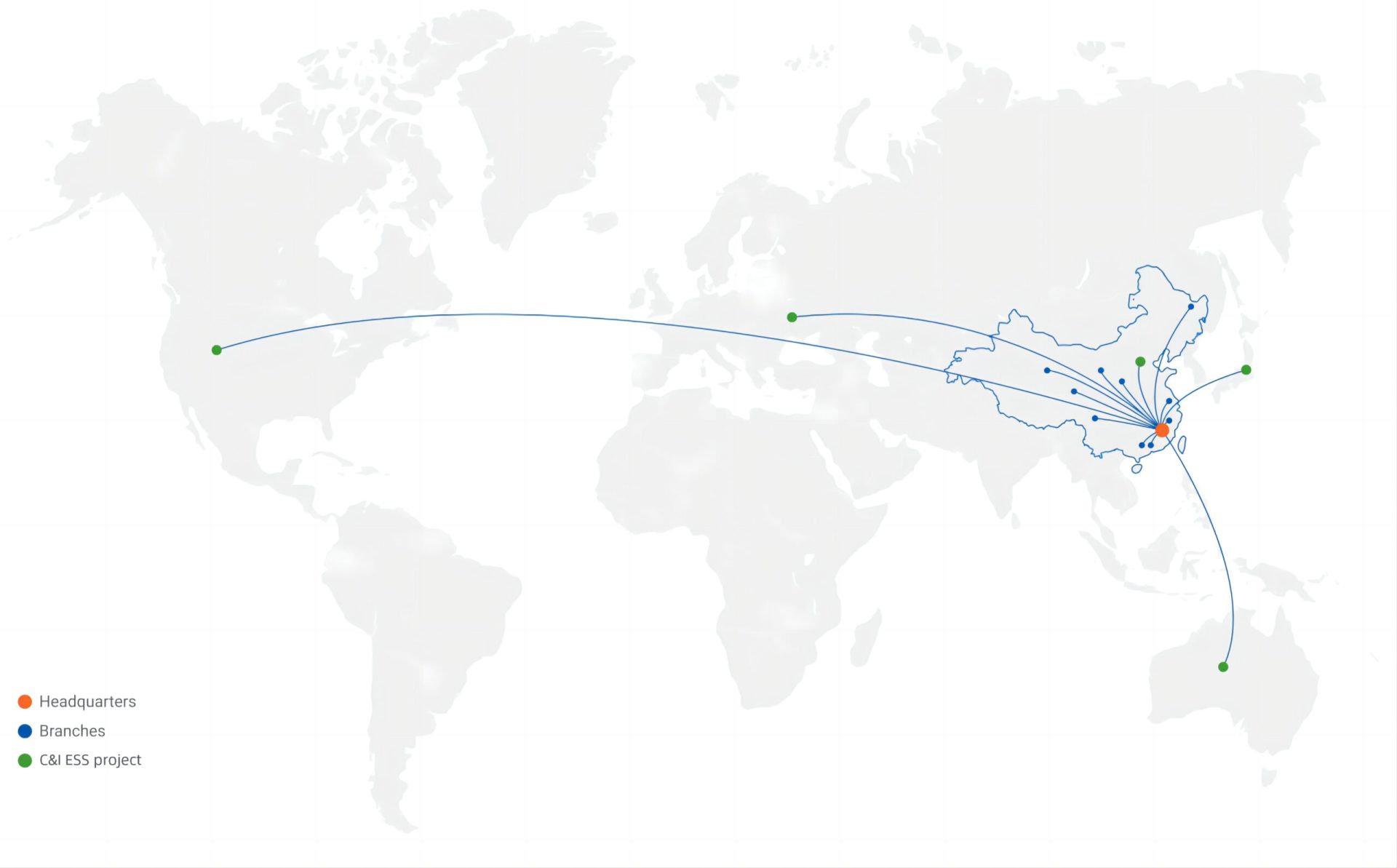
Global Outlook
Professional design
Our team designs distributed energy storage systems for clients all over the world.
Independent manufacture
Our manufacturing expertise makes us trusted by our customers.

Management Solutions for your Business, Explore Our Plans

Development History
-
2025
-
2024
-
2023
-
2022
-
2021
-
2020
-
2019

The World's Leading R&D Team
Build scientific and technological hard power through 5 core technology matrices. CNTE’s core technology can promote the comprehensive application of lithium battery energy storage, which enables our company to provide all-scenario solutions for different customers. It enhances customer stickiness and expand market coverage.