
Core Advantage – R&D Strength
System Integration
CNTE pioneered smart BESS charging in China. Has leading energy storage system integration capabilities. Professional talents account for over 50% of the firm.

Team with 50% R&D expertise
Battery Pack Expert
Has the R&D, design and production capabilities of professional battery modules and battery packs.
Awarded the title of IoT Enterprise
Professional Structural Design
Possess a professional team of structural design experts with extensive experience.

10 overseas experts
Advanced Software Ability
Own advanced EMS management system, big data cloud platform, monitoring platform, and user terminal application development capabilities

Establishment of
School-Enterprise
cooperation
Production Strength

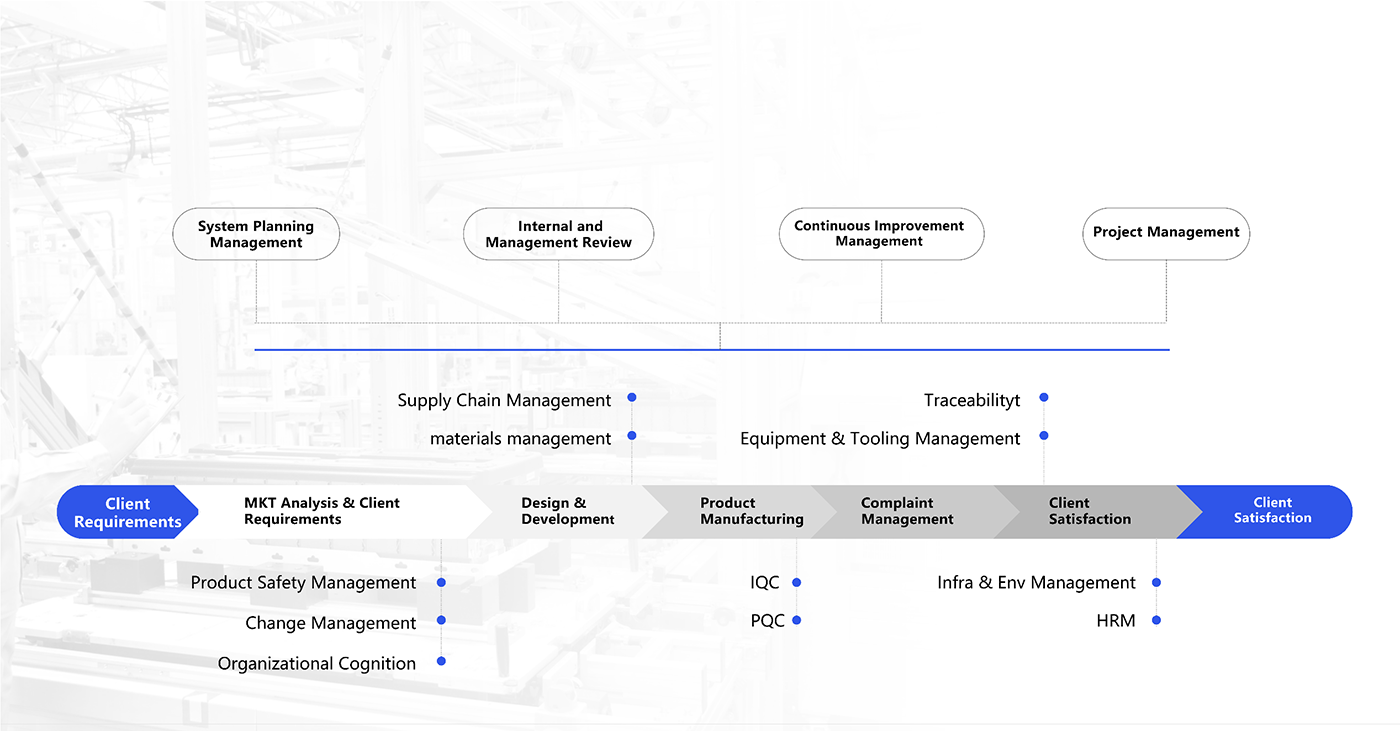
Manufacturing excellence is innovative integrated by error-prevention technology in production line design with real-time MES system process parameter validation, achieving a superior product quality rate of 99.95%, which exceeds the industry average of approximately 95%.
40% enhancement in overall manufacturing process efficiency is attributed to the integration of lean logistics and an optimized production line layout, significantly accelerating delivery speeds.
Significant 12% reduction in overall operational costs lies in three key mechanisms: real-time data collection and intelligent analysis through the MES system, agile logistics and delivery adjustments via the ERP system, and sustained continuous production driven by high volume demand.
30% reduction in design and manufacturing cycles is achieved through seamless data integration between MES, ERP, and PLM systems, enabling customers to access customized products promptly.
129000+ ㎡
Area of Plant
12 GWh
Annual Production
607 Sets
of Equipment
Cell Strengths
Featured with world leading CATL LFP Cells
Electrical Safety
- Over-current protection
- External short-circuit protection
- Insulation monitoring
- Equipotential bonding
- Electric shock warning system
Mechanical Safety
- Vibration resistance
- Impact resistance
- Explosion proof
Chemical Safety
- Flame-resistant material
- Battery cell safety requirements
- Identification of hazardous substances
- Prevention of battery thermal runaway events
Functional Protection
- Overvoltage/Undervoltage protection
- Overtemperature protection / Low temperature protection
- Overcurrent protection
- Protection Against Abnormal Communications


LFP Olivine Structure
Stable Chemical Bonds
Thermal Runway:800℃

Cell Winding
Stable & reliable structure after long
cycles
Decarburization-free Metal-free Particle
Customized Process and Management System
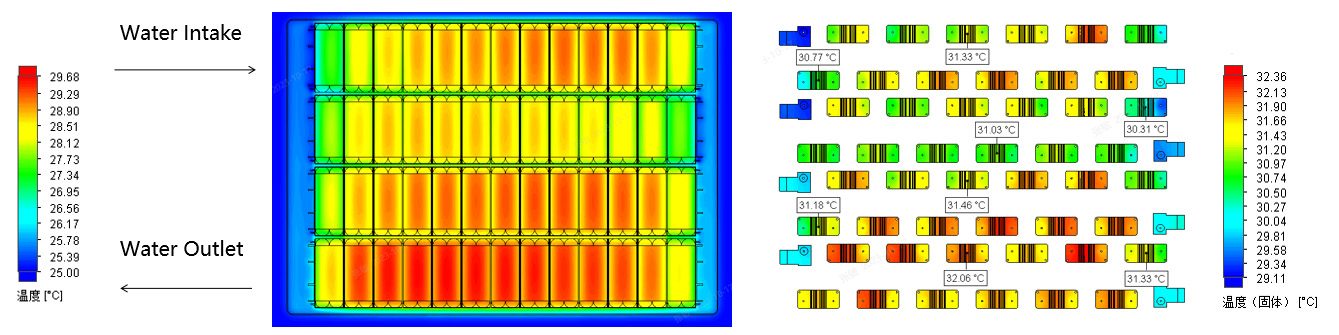
Thermal Management
Thermal simulation of air-cooled battery modules
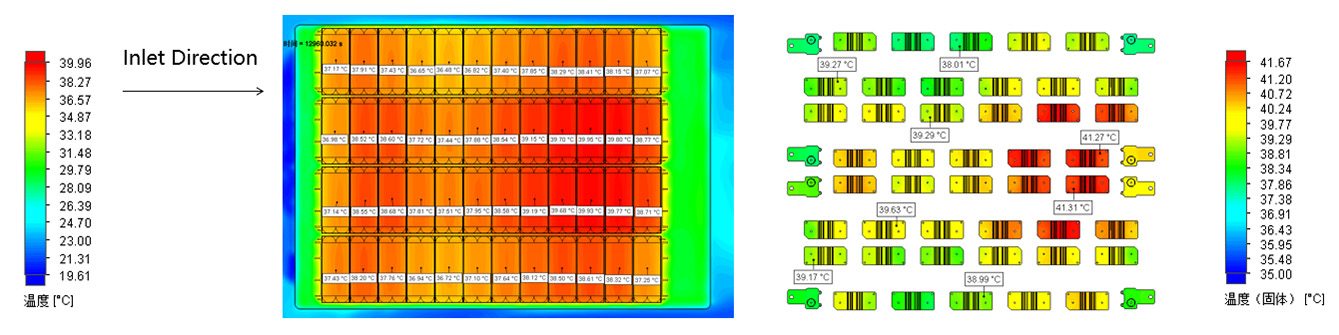
Thermal Simulation of Liquid Cooled Battery Modules
Hornors
30+
Awards and Honours
MUSE Design Awards 2022 Gold Winner for YOSHOPO Residential ESS system
Fujian Provincial Enterprise Technology Center
The “Future Unicorn”Innovative Enterprise in the Digital Economy Field of Fujian Province
The National High-tech Enterprise
The Smart BESS Charging Station was recognized as the first
set of Major Technical Equipment in Fujian Province
“Benchmark Product Award”of the National Advanced Energy Storage Technology Innovation Challenge
The “Gazelle” Innovative Enterprises iin the Digital Economy Field of Fujian Province
…………
719
Accumulated patent applications
280
Accumulated innovative patents
Certification

ISO Triple Certification
ISO9001: 2015/GB/T19001-2016 The Quality Management System Requirements
ISO14001: 2015/GB/T24001-2016 The Environmental Management System Requirements
ISO45001: 2018/GB/T45001-2020 The OHS Management System Requirements


153 International Certifications
1 Energy Storage Institute
300+ Experienced R&D Experts